







是一家专为电子、印刷、手机电池及手机周边器材制造等行业配套防震、缓冲、防滑、绝缘等功能附件品的制造厂家
eva内衬成型的方法
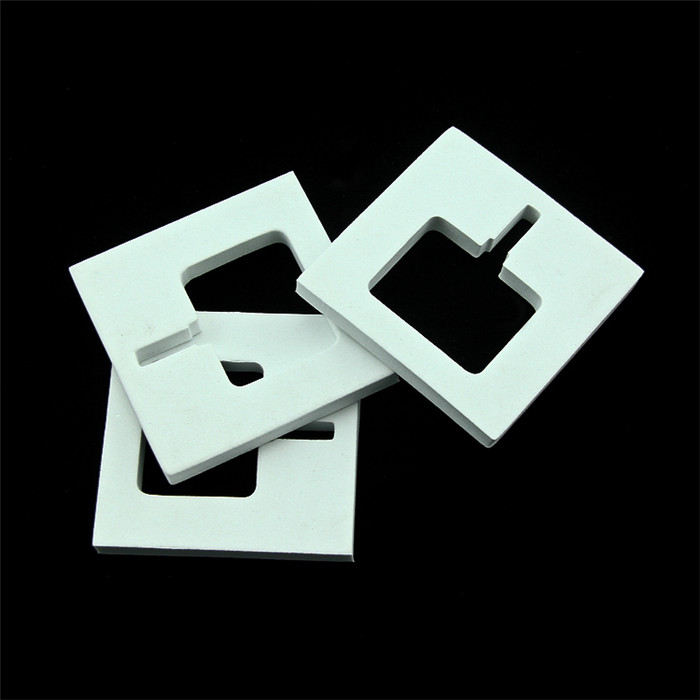
eva内衬刀模成型
根据图纸或样品规格开发刀模模具,运用裁断机冲裁成型。这种操作方法裁断出来的eva内衬,边缘切口光滑。美中不足的是,需要二次人工粘合,对于产品的厚度也有一定的限制,过厚的eva内衬会出现冲裁不断的现象。所以“刀模成型”这一方法,适用于厚度薄、规格简单以及镂空的eva内衬。

EVA成型加工
1、 厚度:不低于1mm、不高于56mm(整板板材),误差范围±0.2mm.
2、片材一般规格为1000*3000*1-60mm,卷材规格为1.5m*1mm.不同的材质对应的EVA的规格不一样
3、颜色:通常黑、白两色,彩色可以可以根据客户要求定做,eva内衬,可丝印不同的颜色。
4、硬度:通常35P-38P,20P-25P,特殊硬度度有55P-60P,误差范围:±3P。一般用测度仪去测试。
5、环保证书:SGS、ROHS环保证书。
6、深加工:按客户需求成型,EVA可单面背胶或者双面背胶,可植绒。

1、刀模成型根据图纸或样品规格开发刀模模具,运用裁断机冲裁成型。这种操作方法裁断出来的eva内衬,边缘切口光滑。美中不足的是,定制eva内衬,需要二次人工粘合,对于产品的厚度也有一定的限制,过厚的eva内衬会出现冲裁不断的现象。所以“刀模成型”这一方法,适用于厚度薄、规格简单以及镂空的eva内衬。
2、CNC雕刻成型(一次性雕刻成型)CNC雕刻eva内衬,定做eva内衬,电脑绘图一体成型,产品尺寸更精准,规格更多样,批发eva内衬,无需再次粘合,还可以省去一笔刀模费。这样,不但节省了成本还大大提高eva内衬的寿命。

您好,欢迎莅临晨旺鑫科技,欢迎咨询...





